Hacklabilla on käytössä K40-mallin laserleikkuri, johon on tehty omia käytettävyys- ja turvallisuusparannuksia.
Laserleikkuri on nykyään kolmoshuoneessa ulkokäytävän varrella.
Laitteen speksit
- Hiilidioksidilaser, n. 10µm infrapuna. Sopii mm. akryylille, vanerille ja pahville. Ei sovi metalleille eikä vinyylille.
- Työstöalue 30 x 19 cm
- Suurin leikkauspaksuus n. 6 mm akryyli
- Kaiverrettavaksi mahtuu 9 mm paksut kappaleet valmiin alustan kanssa, tai n. 50 mm paksut kappaleet jos nostaa alustan pois.
- Käytetään nettiselaimen kautta, http://10.0.0.1:43234/
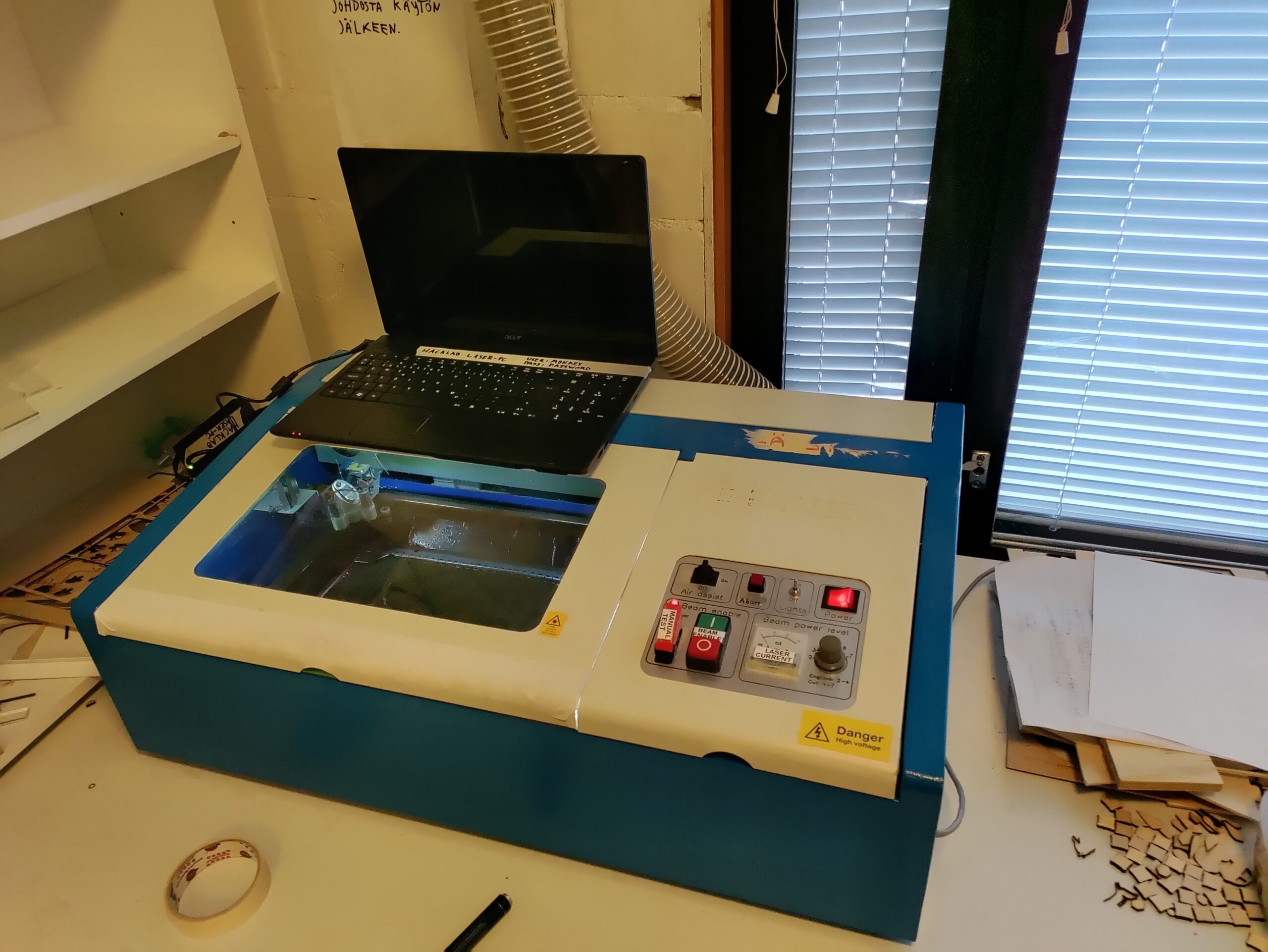
Etupaneelin kontrollit
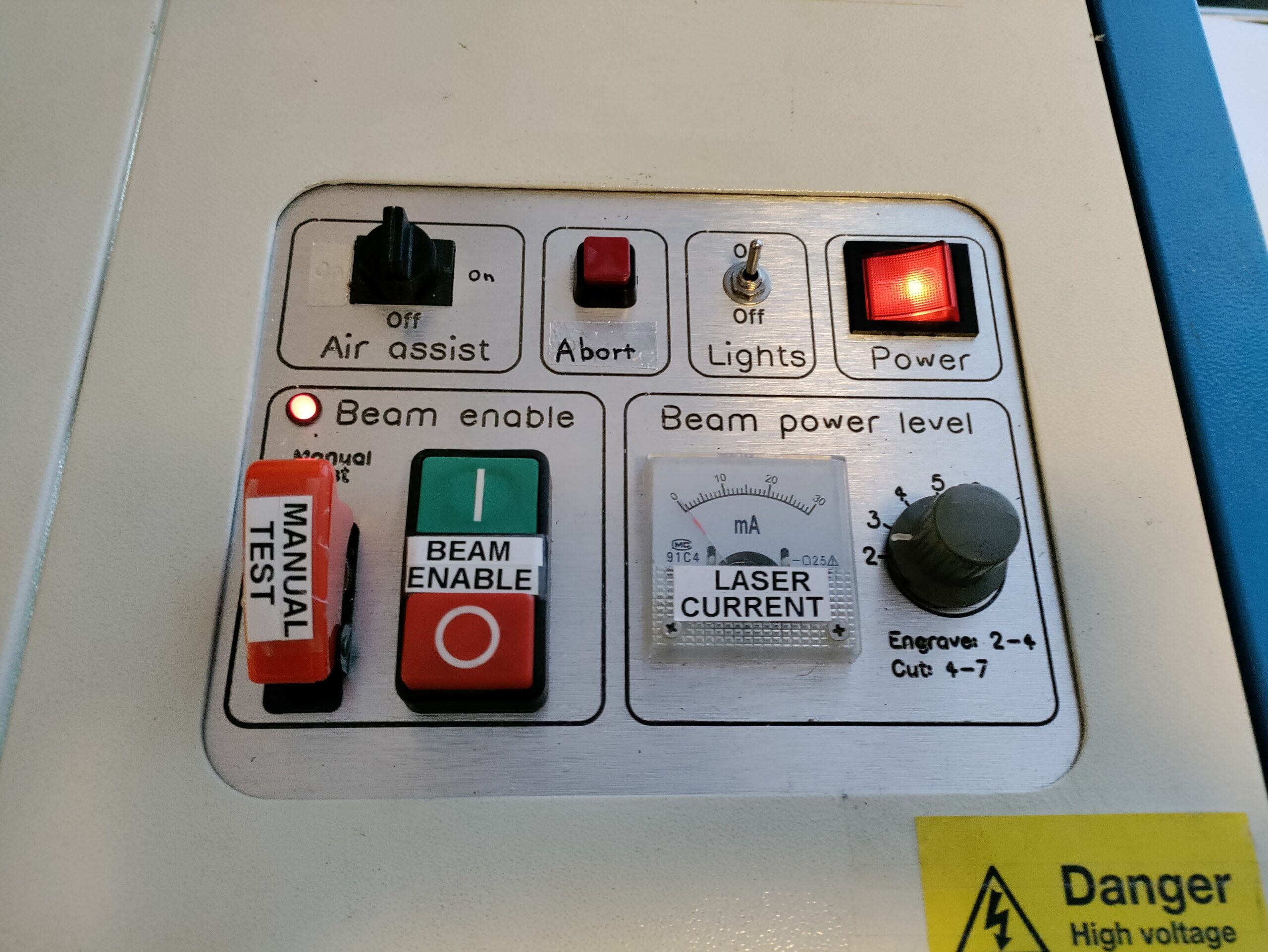
Air assist ON/OFF: ilmaventtiili, joka puhaltaa kylmää ilmaa leikkauskohtaan. Tämä parantaa usein leikkuujälkeä ja vähentää savunmuodostusta.
Abort: pysäyttää leikkurin liikkeen. Nettiselaimessa täytyy valita ”Reset alert” jotta pääsee jatkamaan tämän jälkeen.
Lights ON/OFF: Valkoiset LED-valot joilla näkee paremmin mitä leikkuualueella tapahtuu.
Power: Koko laitteen päävirtakytkin.
Beam enable I/O: kytkee laserohjaimen virran päälle – itse laserputki ei kuitenkaan käynnisty ennen kuin leikkaus aloitetaan softasta. Laserin virta katkeaa automaattisesti jos luukku avataan. Tämä kytkin käynnistää myös vesipumpun ja poistoilmapuhaltimen.
Manual test -kytkin on aktiivinen silloin kun beam enable on päällä. Sen kääntäminen käynnistää lasersäteen hetkeksi, jolloin näkee laservirran ja voi tarkistaa säteen kohdistuksen.
Beam power level: Potentiometristä voi säätää laserin tehon välillä 2-7. Näistä 2 vastaa n. 10 mA laservirtaa ja 7 vastaa n. 30 mA laservirtaa. Tehoa voi pudottaa myös ohjelmallisesti 0-100% välillä. Käytännössä kaivertaessa kannattaa etupaneelin säädin olla 2-3 välillä ja leikatessa maksimissa. Alle 2 ja yli 7 asennot eivät muuta tehoa, asetus saturoituu.
Kappaleen asettaminen leikkuriin
Laser on tarkennettu n. 51 mm etäisyydelle linssistä. Leikkurissa on moottoroitu leikkuutaso, jolla kappaleen saa oikealle korkeudelle.
Leikkuutason korkeus näkyy käyttöliittymässä Z-akselina. Z = 0 tarkoittaa että leikkuutason pinta on tarkennusetäisyydellä, Z = 9 taas että se on 9 mm alempana eli 9 mm paksun kappaleen yläpinta on tarkennusetäisyydellä.
Kiinnitystä varten voi käyttää magneetteja.
Jäähdytysvesi
Laserputkea jäähdytetään pöydän alla olevassa ämpärissä kiertävällä jäähdytysvedellä.
Alle 15 minuutin leikkauksissa jäähdytysvesi ei yleensä ehdi juurikaan lämmetä.
Pidempää käyttöä varten tai jos lämpömittari alkaa nousta yli 25 asteen, kannattaa hakea pakastimesta jääpullot ja laittaa ne ämpäriin viilentämään.
Jäähdytysvesi olisi hyvä vaihtaa ainakin muutaman kuukauden välein.
Hyllyn kyljessä on lista, jossa näkyy viimeisin vaihtokerta ja ohjeet.
Leikkuuasetukset
Erilaisia materiaaleja varten täytyy kokeilla sopivat leikkuuasetukset. Tässä muutamia lähtökohtia (kaikissa 100% softalla asetettu laser power):
- Kaiverrus: nopeus 1500 mm/min, teho etupaneelista 2-3.
- 3mm akryylin leikkaus: nopeus 300 mm/min, teho etupaneelista 7, yksi leikkuukerta.
- 3mm koivuvanerin leikkaus: nopeus 50 mm/min, teho etupaneelista 5, yksi leikkuukerta.
Paksumpia materiaaleja varten voi lisätä ”Passes” eli leikkuukerrat asetusta käyttöliittymästä.
LaserWeb-käyttöliittymä
LaserWeb-käyttöliittymään pääsee Hacklabin wlanissa osoitteella http://10.0.0.1:43234/
Leikkausta ohjataan G-kooditiedostolla, joka tehdään näin:
- Valitse vasemmalta Documents-osiosta ”Add document” ja avaa .svg vektorigrafiikkatiedosto. Sellaisen voi tehdä esim. Inkscape-ohjelmalla.
- Valitse vasemman reunan listasta lisäämäsi .svg-tiedosto. Sen jälkeen voit siirtää sitä eri kohtaan oikean puolen ruudukkonäkymässä, eli siihen kohtaan missä kappaleesi on leikkuualustalla.
- Valitse vasemmalta ”Create single” luodaksesi leikkuukäskyn. Aseta sopiva ”Cut rate”. Aseta ”Start height” samaksi kuin kappaleen paksuus.
- Valitse GCode-osiosta ”Generate”. Jos klikkaat ruudukkonäkymän taustaa poistaaksesi sinisen valintakorostuksen, pitäisi g-koodin näkyä punaisina ja vihreinä viivoina.
Seuraavaksi G-koodin voi ajaa näin:
- Valitse vasemman reunan pystypalkista ”Comms”. Tässä pitäisi olla oletuksena leikkurin IP-osoite 10.0.0.98, joten paina ”Connect”.
- Valitse vasemmalta ”Control”.
- Nyt ollaan valmiita leikkaamaan. Sulje luukku ja paina ”Beam enable” päälle. Tarkista että pöydän alla ämpärissä on vettä ja että poistoputkesta tulee sitä ulos, ts. että vesipumppu toimii.
- Valitse ”Run job”. Laser ensin kalibroi paikkansa rajakytkimiä vasten vasempaan yläkulmaan, ja alkaa sitten leikata. Kun laser leikkaa, näkyy laser current -mittarissa 10-30 mA virta.
- Kun leikkuu on valmis, anna ”Beam enable”:n olla päällä vielä minuutin verran, jotta poistoilmapuhallin ehtii imea enimmät savut pois.
Voit halutessasi kustomoida LaserWebin asetuksia. Ne tallentuvat vain omaan nettiselaimeesi.
Lisävinkkejä
- Mitä voi ja ei voi laserleikata: https://www.espoonkirjastot.fi/pajawiki/index.php?title=Laserleikkurin_materiaalit
- 10 Tips&Tricks: http://www.instructables.com/id/10-Tips-and-Tricks-for-Laser-Engraving-and-Cutting/
- Cleaning laser engraved wood: http://www.instructables.com/id/Cleaning-Laser-Engraved-Wood-20/
- Playlist of laserweb videos: https://www.youtube.com/playlist?list=PL1JTb6-HQgOyc1eM6eX4v0tdSYpXFLYNT
- Laserweb support community: https://plus.google.com/communities/115879488566665599508